- October 30, 2018
- 0 Comments
- In Existing Building Performance
- By Steven Winter Associates
Welcome back! In Part One we talked about how steam pressure gets too much attention. Controlling pressure for its own sake should never be the end goal—steam pressure is just a means to an end. In this post we’ll discuss one way that controlling steam pressure can be useful—where it can help you balance the system, control the temperature, and yes, save energy.
Two-pipe Steam
The biggest issue plaguing two-pipe steam heating systems are steam traps. Steam traps are supposed to do just that—trap steam—keeping the pressurized steam on the supply side of the system and allowing air and water (i.e., condensate) to pass through into the returns. Keeping the supplies and returns separate is critical, but steam traps are too failure prone to accomplish this reliably.
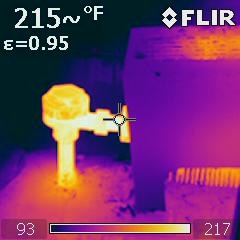
Radiator steam “trap” failed open
At the start of any heating cycle, the system is full of air, which must be removed for steam to enter the heaters. In most two-pipe systems, the steam pushes the air out of the heaters, through the traps, and into the return piping where it eventually exits the system through a vent in a vacuum or condensate tank. That’s what happens when the traps are working. But a failed open trap is no trap at all. It lets the steam flow into the return piping and, with pressure on both the supply and return sides, air is trapped in the system. This affects those farthest from the boiler—the heaters near the ends of the mains and on the top floors—the most. (And with air trapped inside keeping the metal cold, are they even heaters?)
Live steam in the return piping can also cause damage. The most common recipient of this damage is the vacuum pump, which can’t deal with the high temperatures coming back. Steam in the return piping also causes water hammer, which can occur when steam and water share a space where only one of them belongs. This water hammer damages the steam traps themselves, as well as being an annoyance. And even if the traps aren’t damaged by water hammer, they fail over time. Steam traps have a small capsule inside that opens and closes thousands of times during the heating season. These moving parts can and do wear out. If the steam trap fails closed, that heater will stay cold. These are the easy ones to find and fix—the tenant makes a call and the super replaces the trap. But a trap that fails open is nearly impossible to track down. The heater still heats up normally, so there’s no reason for that tenant to complain.
Each trap that fails open lets more steam into the return piping, causing more water hammer, and hastening the failure of other steam traps—it’s a vicious cycle. Therefore, manufacturers recommend replacing all the steam traps in a system at the same time, giving the system a complete set of functional traps, at least for a while. Most guidelines recommend this system-wide trap replacement every 3-5 years. Beyond those guidelines, at least in the NYC market, Local Law 87 requires working steam traps, and checking for them every 10 years.
But who wants to get into every space and replace every steam trap that often? Unsurprisingly, very few. It’s expensive, it’s time-consuming, and it’s disruptive. Fortunately, there is a better option: orifice plates.
Orifice plates are small discs, about the size and shape of a bottle cap, that are installed at the heater’s inlet valve. (They are sometimes called inlet orifices, which is technically more precise and avoids the comparison to orifice traps, which have a bad reputation in this application.) A small hole in the plate restricts the amount of steam entering the heater so that it all condenses before reaching the other side. If the heater can condense 10 lbs. of steam per hour, the orifice is sized so that the heater only gets 8 lbs. per hour. At that point it doesn’t matter if the steam trap is failed open or not—steam won’t reach it. With no moving parts, orifice plates won’t break. We’ve seen some from the 1940s still doing their job.

Orifice plate at inlet to heater: nothing moves, nothing breaks
This is where pressure control comes into play. The flow through a hole depends on the size of the hole and the pressure drop across it. Control of the operating pressure is needed to ensure the system doesn’t get more steam than intended, which would allow steam into the return piping. For example, if the orifice plates are sized so that the heaters satisfy the coldest design day when supplied with 4 psig of pressure, providing more than 4 psig would defeat the whole purpose of the orifice plates and result in the air binding and other issues typical of systems with failed steam traps. However, it is ok to provide less than the design pressure, which can be particularly useful in milder weather. This allows for an outdoor reset effect, giving the heaters less steam as the weather gets warmer, reducing cycling and improving balance.
You’ll need to check that the heaters will be big enough after the orifice plates reduce their output. Nearly all of the heaters we’ve seen have more than enough extra capacity since they were originally sized for single-pane windows, or open windows. But occasionally we come across a few that aren’t.
This isn’t some crazy new idea by the way. People were evaluating the benefits of orifice plates back in the 1930s. And orifice plates’ ability to balance steam systems and provide a means for temperature control are included in the ASHRAE Handbook HVAC Systems and Equipment.
We’ve had some great successes with orifice plates, with projects saving 10-30% of their heating bills after a comprehensive steam upgrade. Note the word “comprehensive” here. You can’t just put in orifice plates without controlling the pressure, and without addressing the rest of the heating system. But as the backbone of any steam system retrofit, especially where you want to reduce or eliminate maintenance for years to come, orifice plates are hard to beat.

By Jason Block, Engineering Director